

Прокладку головки блока цилиндров заменяют при ее повреждении. Основные признаки повреждения прокладки головки блока:
- недостаточная компрессия — ниже 1 МПа (10 кгс/см2) в одном или нескольких цилиндрах;
- прорыв газов в систему охлаждения (бурление, вспенивание жидкости в радиаторе, быстрое падение уровня жидкости в расширительном бачке при отсутствии наружных течей);
- попадание охлаждающей жидкости в систему смазки (эмульсия на указателе уровня масла, расслоение слитого из картера масла, особенно заметное в прозрачной емкости);
- попадание масла в систему охлаждения (масляная пленка на поверхности жидкости в расширительном бачке).
















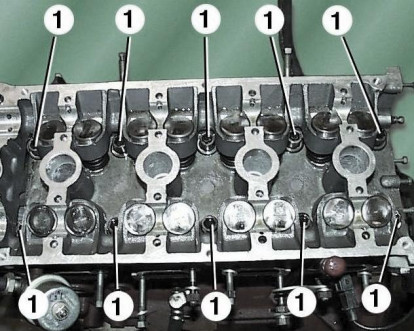
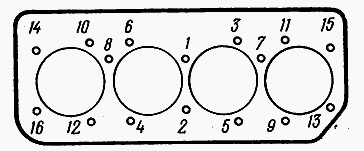
Выверните болты 1 крепления головки блока цилиндров в последовательности, обратной затяжке, снимите головку блока цилиндров и снимите прокладку.
Тщательно очистите от нагара, остатков старой прокладки и герметика привалочные поверхности головки и блока цилиндров.
Смажьте новую прокладку с обеих сторон тонким слоем графитной смазки, а в месте контакта с передней крышкой блока термостойким клеем-герметиком.
Уложите прокладку на блок цилиндров, проследив, чтобы установочные втулки блока вошли в соответствующие отверстия прокладки.
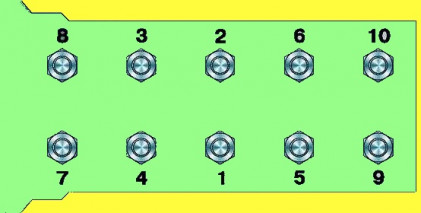
Установите головку блока в порядке, обратном снятию. Затяните болты крепления головки блока в порядке, показанном на рисунке выше.
Болты крепления головки блока цилиндров затяните в два этапа:
- 1-й этап – 40–60 Нм (4,0–6,0 кгс·м);
- 2-й этап – 130–145 Нм (13,0–14,5 кгс·м)
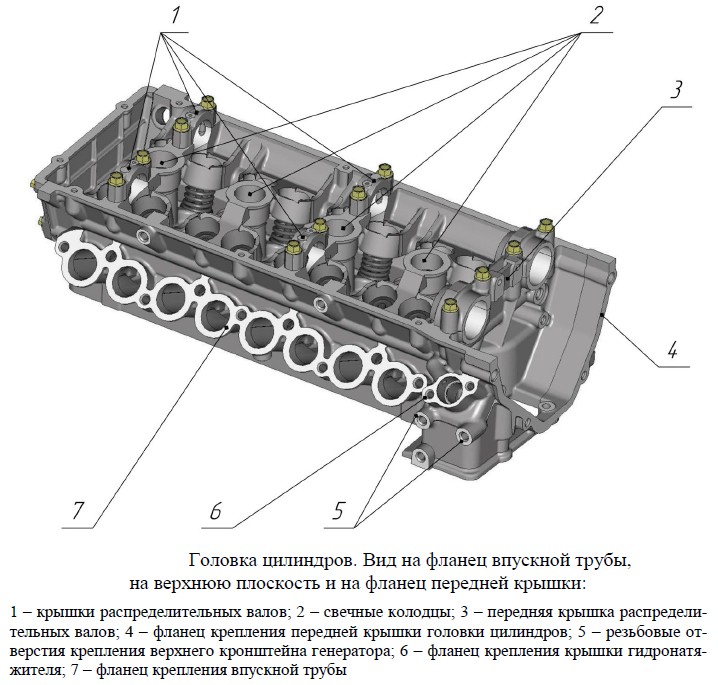
Крышки опор распределительных валов обрабатываются в сборе с головкой блока цилиндров и поэтому они не взаимозаменяемы. Крышки опор распределительных валов должны устанавливаться в соответствии с выбитыми на них порядковыми номерами, при этом ориентируясь определенным образом.
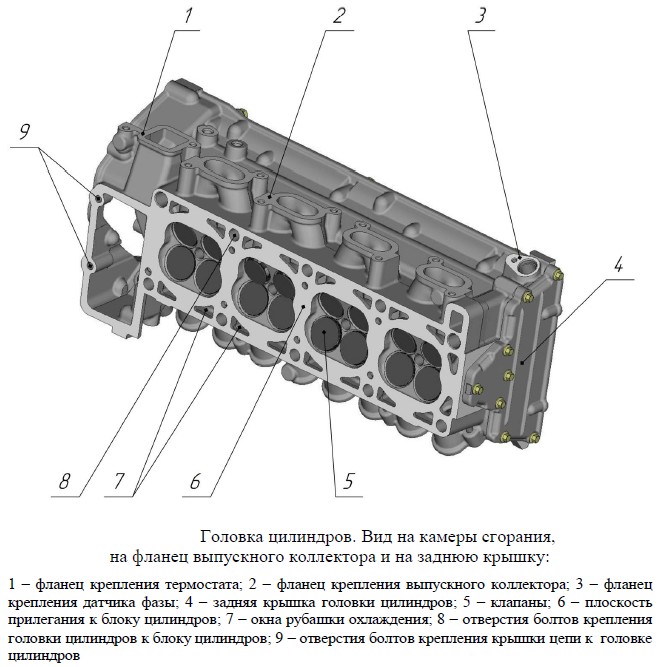
Отверстия под свечи зажигания находятся в центральной части камеры сгорания. В передней части имеются две бобышки с отверстиями для крепление к крышке цепи.
- На двигателе ЗМЗ-40905 между головкой и блоком цилиндров устанавливается стальная, двухслойная прокладка головки блока цилиндров, имеющая высокую уплотняющую способность и термическую стойкость.
- На двигателе ЗМЗ-40911 между головкой и блоком цилиндров может устанавливаться или жесткая стальная, двухслойная прокладка головки бока цилиндров, или мягкая асбостальная прокладка головки блока цилиндров. Жесткая и мягкая прокладки имеют разную толщину в сжатом состоянии, жесткая тоньше, и должны применяться совместно с разными поршнями.
Ремонт головки блока цилиндров ЗМЗ 409
Перед ремонтом необходимо определить ремонтопригодность головки блока цилиндров. Она является неремонтопригодной в следующих случаях:
- наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами,
- износы отверстий под шейки распределительных валов более максимально допустимого значения,
- износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки блока цилиндров. Протекание керосина из под тарелок клапанов свидетельствует об их не герметичности.
Перед установкой головки блока цилиндров необходимо очистить камеры сгорания и газовые каналы от нагара и отложений, протереть и продуть их сжатым воздухом, удалить с клапанов нагар, он мешает полному наполнению цилиндров горючей смесью.
Тюнинг ГБЦ ЗМЗ 409





Характеристика распредвала ОКБ двигатель: тип 406-331, высота подъема кулачка 9,55, номинальная фаза 246, фаза при подъеме 1 мм 205,8. Рекомендации производителя выставить валы по перекрытию клапанов в ВМТ на величину 1 мм.
6. После всех доработок необходима онлайн прошивка.
Проведенные работы:
- Чистовая обработка плоскости ГБЦ
- Замена направляющих клапанов
- Облегчение и проточка клапанов
- Правка фасок седел
- Притирка клапанов
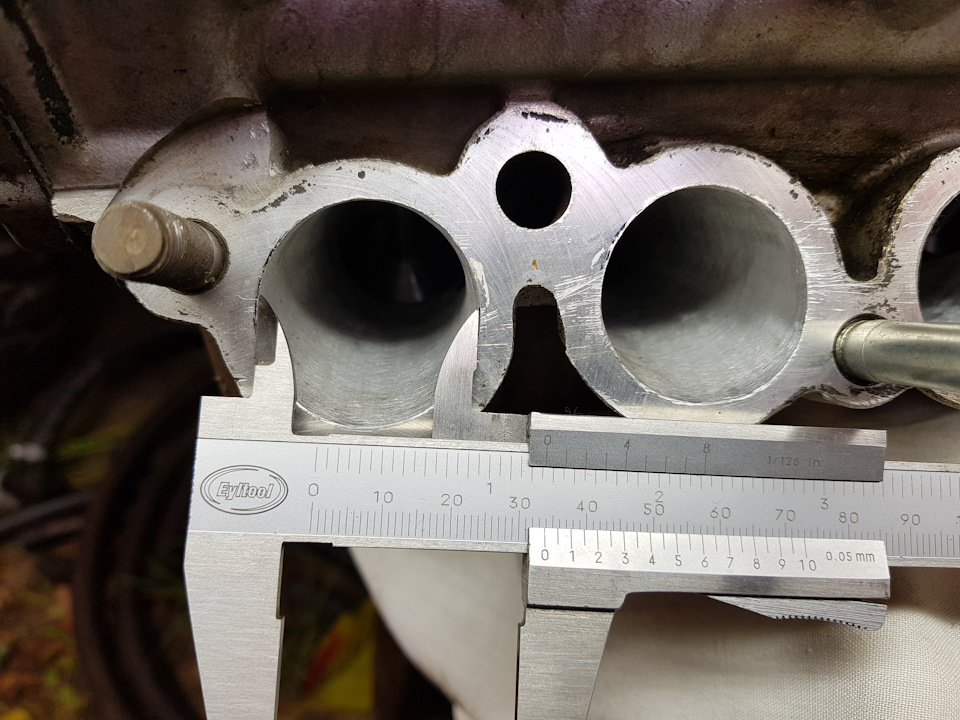
- Расточка впускных и выпускных каналов ГБЦ
- Совмещение каналов впускного коллектора и ГБЦ
- Расточка каналов впускного коллектора и ресивера.
содержание .. 400
402
403
404
405
407
408
409
..
Приложение 1. Моменты затяжки резьбовых соединений

В большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов, шлифовке или замене седел клапанов
При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют
Вам потребуются: шестигранник «на 8», ключ «на 10», приспособления для сжатия клапанных пружин и притирки клапанов.
Отсоедините провод от клеммы «минус» аккумуляторной батареи.
Снимите головку блока цилиндров (см. «Прокладка ГБЦ ЗМЗ-409 УАЗ Патриот»).
Снимите впускную трубу (см. «Прокладка впускной трубы УАЗ Патриот»).
Снимите выпускной коллектор (см. «Прокладка выпускного коллектора ЗМЗ-409 УАЗ Патриот»).
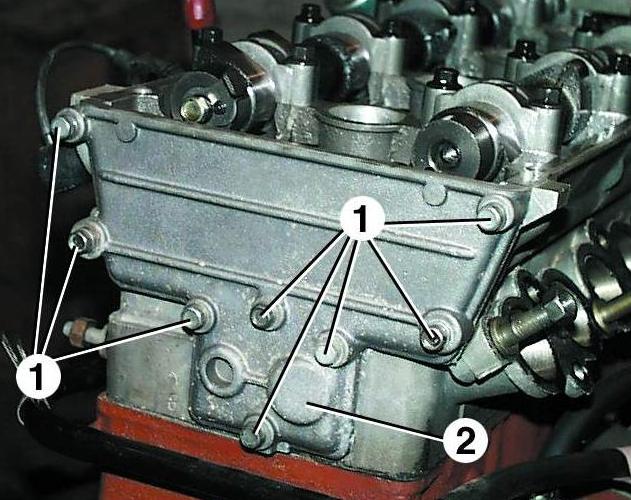

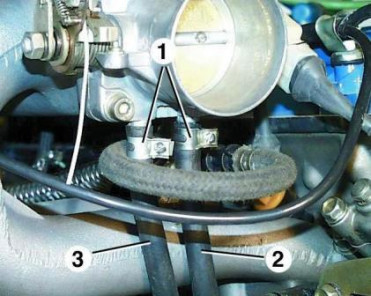
Выверните болты 1 и снимите заднюю крышку 2 головки блока. Снимите прокладку крышки.
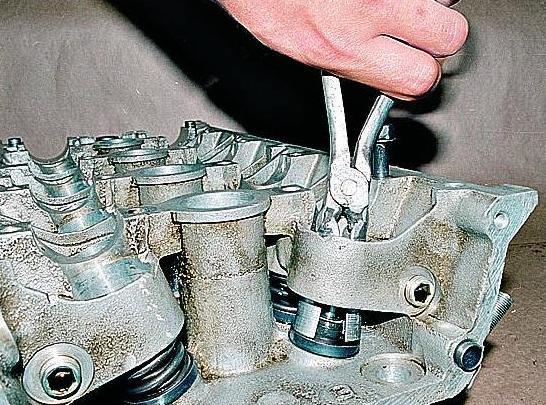
6. Извлеките гидротолкатель из гнезда головки блока цилиндров.
Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свои места.
Хранить гидротолкатели следует в том же положении, в каком они установлены на клапанах, чтобы из них не вытекло масло.
Установите на головку блока приспособление для сжатия пружин клапанов.
Сжав пружины клапанов с помощью приспособления, выньте сухари клапана.
Затем, постепенно ослабляя нажатие на ручку приспособления, полностью разожмите пружины клапана.
Снимите приспособление с головки блока. Выньте тарелку пружин клапана.
Затем выньте наружную и внутреннюю пружины клапана.
Снимите специальным съемником маслосъемный колпачок клапана.
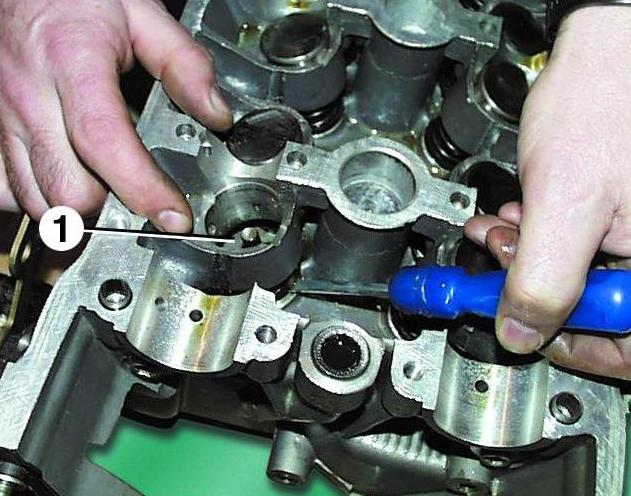
Подденьте отверткой и выньте опорную шайбу 1 пружин клапана.
Выньте клапан со стороны камеры сгорания.
Аналогично извлеките остальные клапаны.
ПримечаниеПеред снятием промаркируйте все клапаны, чтобы при сборке установить их на прежние места.
После разборки головки блока цилиндров промойте все детали в бензине, протрите и высушите.
Очистите камеры сгорания и клапаны от нагара.
Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
Удалите с привалочной поверхности головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Проверьте зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность диаметров отверстия во втулке и стержня клапана.
Предельно допустимый зазор 0,2 мм.
Если зазор превышает указанное значение, замените клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в поверхность головки блока со стороны отверстия под гидротолкатели.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части поставляют направляющие втулки клапанов трех ремонтных размеров.
Втулки 1-го ремонтного размера — это втулки с увеличенным на 0,02 мм наружным диаметром, 2-го — с наружным диаметром, равным 14,2+0,053 +0,040 мм, 3-го — с увеличенным на 0,02 мм диаметром второго размера.
При установке втулок 1-го ремонтного размера отверстие под втулку в головке блока растачивать не нужно.
При установке втулок 2-го и 3-го ремонтных размеров нужно расточить отверстие до диаметра 14,2+0,023 —0,050 мм.
После установки новых втулок разверните в них отверстия.
Заменять направляющие втулки клапанов следует в автосервисе, располагающем специальным оборудованием.
Проверьте с помощью металлической линейки и щупов плоскостность привалочной поверхности головки.
Для этого поставьте линейку ребром на поверхность головки блока цилиндров посередине, вдоль и затем поперек, а затем щупом измерьте зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, замените головку.
Проверьте зазоры в подшипниках распределительных валов (см. Распредвалы УАЗ Патриот).
Проверьте зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность диаметров канала и гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0+0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0—0,025 —0,041 мм, предельно допустимый — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанное значение, замените гидротолкатель. Если и это не даст положительного результата, замените головку блока.
При обнаружении на рабочей фаске клапана трещин, при короблении головки клапана, прогорании и деформации стержня клапан необходимо заменить.
Незначительные риски на рабочей фаске клапана можно вывести притиркой (см. Притирка клапанов УАЗ Патриот).
Проверьте состояние пружин клапанов. Искривленные и с трещинами пружины замените.
Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
Проверьте на наличие деформаций фланцы для впускной трубы и выпускного коллектора, деформированную головку замените.
Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
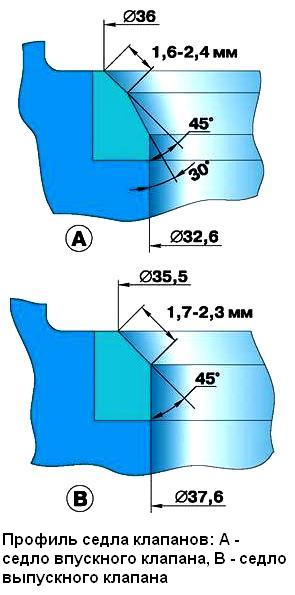
Профиль седла клапана двигателя ЗМЗ-409.10: А — седло впускного клапана; В — седло выпускного клапана
Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр.
Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и др.) можно вывести притиркой клапанов
Более значительные дефекты седел клапанов устраняют шлифованием.
Работу следует проводить в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
Если значительные дефекты седел не удается устранить шлифовкой, замените седла.
После шлифования проверьте биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм. Притрите клапаны.
Затем тщательно очистите и продуйте сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифования седло клапана глубже садится в седло. Поэтому после шлифования нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, замените головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверьте соосность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
По следам краски на фаске седла можно судить о соосности расположения клапана и седла.
Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
Замените маслосьемные колпачки независимо от их состояния.
Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
Проверьте герметичность клапана. Установите его в головку блока вместе с пружинами и сухарями.После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном.
Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным.
Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы (ресивера) и выпускного коллектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Затяжка болтов крепления головки цилиндров, регулировка тепловых зазоров, уплотнения коленчатого вала.
ЗАТЯЖКА БОЛТОВ КРЕПЛЕНИЯ ГОЛОВКИ ЦИЛИНДРОВ, РЕГУЛИРОВКА ТЕПЛОВЫХ ЗАЗОРОВ
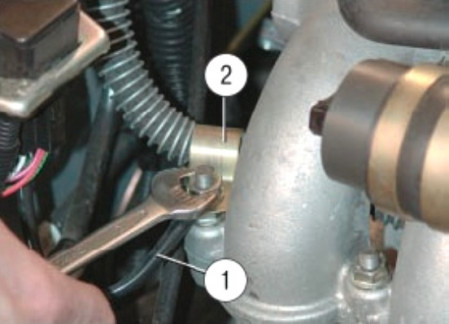
После установки цилиндропоршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера. Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30 — 50г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой. Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два-три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
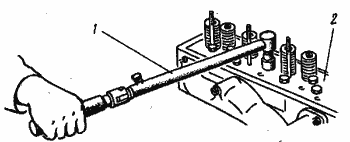
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров: 1 — динамометрический ключ; 2 — головка цилиндров.
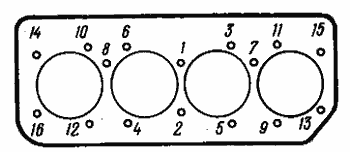
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров.
Тепловые зазоры регулируют (рис. 2.1.47) в соответствии с порядком работы цилиндров 1-3-4-2.
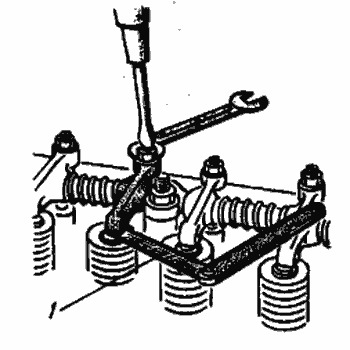
Рис. 2.1.47. Регулировка теплового зазора в клапанном механизме: 1 — пластинчатый щуп.
Тепловой зазор в холодном состоянии дизеля должен быть 0,25 — 0,30 мм.
УПЛОТНЕНИЯ КОЛЕНЧАТОГО ВАЛА
Чтобы заменить манжету заднего уплотнения коленчатого вала, предварительно снимают муфту сцепления и маховик (рис. 2.1.48, 2.1.49).
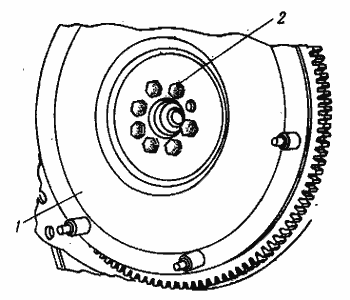
Рис. 2.1.48. Отворачивание болтов крепления маховика: 1 — маховик; 2 — болт.
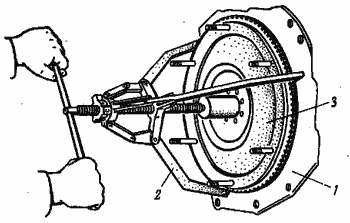
Рис. 2.1.49. Спрессовка маховика: 1 — задний лист; 2 — трехлапчатый съемник; 3 — маховик.
После снятия корпуса уплотнения коленчатого вала со стороны заднего листа (рис. 2.1.50) ступенчатой оправкой выпрессовывают манжету.
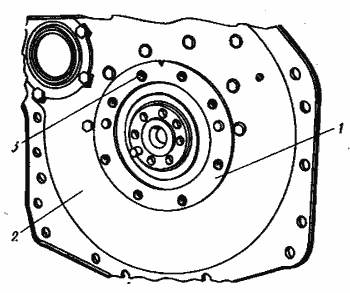
Рис. 2.1.50. Снятие корпуса уплотнения коленчатого вала: 1 — корпус уплотнения; 2 — задний лист дизеля; 3 — болт.
При замене манжеты переднего уплотнения коленчатого вала снимают переднюю крышку дизеля (рис. 2.1.51).
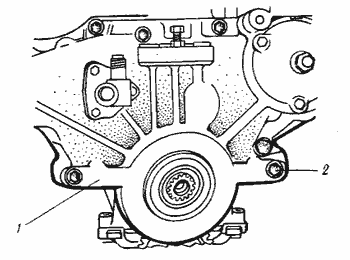
Рис. 2.1.51. Снятие передней крышки дизеля: 1 — передняя крышка; 2 — болт.
Замена коренных и шатунных вкладышей
Если двигатель остановлен из-за низкого давления масла в магистрали, то в первую очередь проверьте состояние клапанов и ротора центробежного масляного фильтра, масляного насоса, отводящего патрубка масляного насоса и прокладок фланцев патрубка.
Только убедившись в исправности этих узлов, приступайте к проверке состояния коренных и шатунных подшипников.
Зазор между вновь установленными вкладышами и шейками коленчатого вала равен 0,065-0,123 мм. для шатунных шеек и 0,070-0,134 мм. для коренных при измерении в плоскости, перпендикулярной к плоскости разъема подшипников.
Шатунные и коренные вкладыши заменяйте, если зазоры между вкладышами и шейками коленчатого вала при нераскомплектованных деталях достигают следующих величин:
- для шатунных подшипников 0,40 мм. при овальности более 0,06 мм.
- для коренных подшипников 0,40 мм. при овальности более 0,1 мм.
- если в результате измерений будет установлено, что зазор в подшипниках и овальность шеек коленчатого вала превышают допустимые, то перешлифуйте шейки коленчатого вала на следующий ремонтный размер согласно таблице ниже.
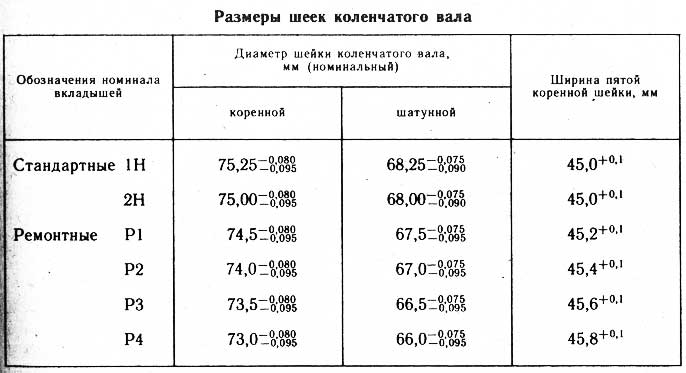
Размеры шеек коленчатого вала
При замене вкладышей устанавливайте их того же номинала, который имеют шейки коленчатого вала.
Коленчатые валы, шатунные или коренные шейки которых изготовлены по размеру второго номинала на первой щеке имеют дополнительные обозначения:
- «2К» — коренные шейки второго номинала.
- «2Ш» — шатунные шейки второго номинала.
- «2КШ» — шатунные и коренные шейки второго номинала.
При подборе вкладышей обращайте также внимание на обозначение размерной группы вкладыша по высоте. Размеры групп обозначаются на внутренней поверхности усиков знаком «+» или «-«. В комплект входят вкладыши: один с маркировкой «+», другой — «-» или оба без маркировки.
При сборке кривошипно-шатунного механизма выполните следующие операции:
- промойте все детали дизтопливом и продуйте сжатым воздухом.
- смажьте подшипники дизельным маслом и уложите коленчатый вал.
- установите крышки и затяните болты коренных подшипников, начиная от средней шейки, в 2-3 приема моментом 20-22 кгс*м (200-220 Н*м). Вал должен от руки легко проворачиваться и иметь осевое перемещение 0,10-0,29 мм. для нового дизеля и до 0,5 мм. — бывшего в эксплуатации.
- смажьте гильзы цилиндров дизельным маслом, расположите правильно замки поршневых колец и установите шатун с поршнем в гильзу цилиндров. Установите крышку в сборе с вкладышами и затяните гайки шатунных болтов моментом 14-16 кгс*м (140-160 Н*м). Продольный люфт нижней головки шатуна для нового дизеля должен быть 0,25-0,55 мм., допустимый в эксплуатации до 0,70 мм.
Ремонт поршневой группы Д-240 трактора МТЗ-80
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами. Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.
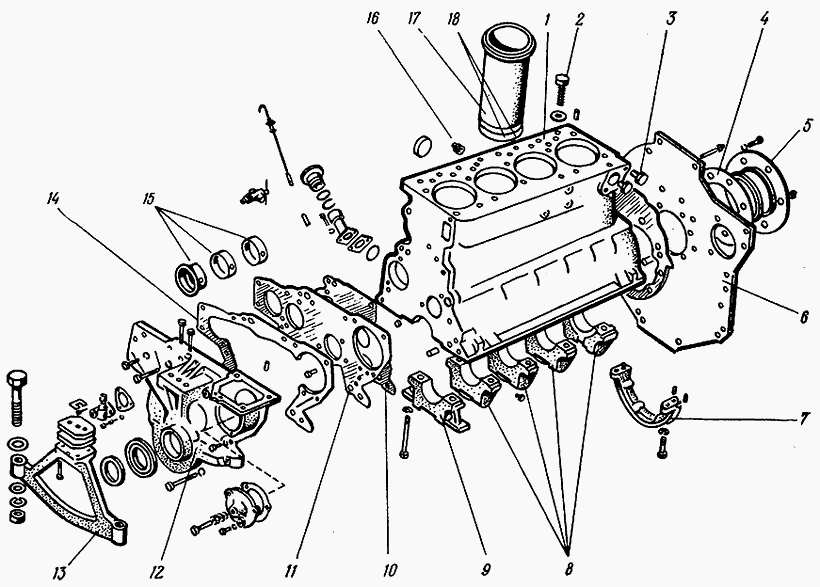
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
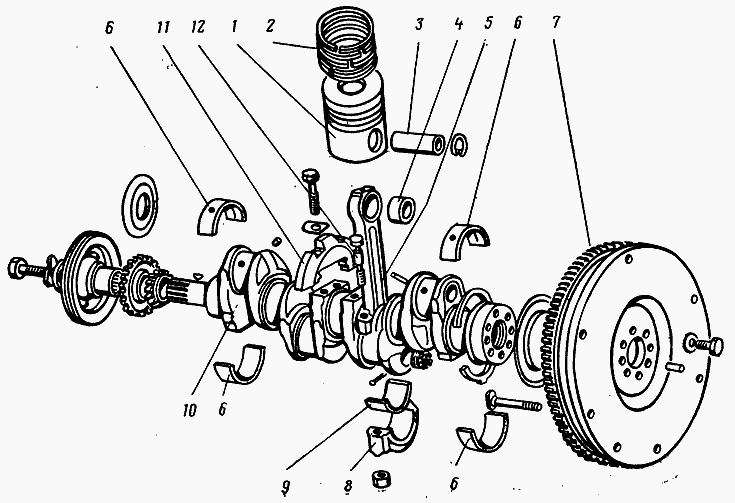
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
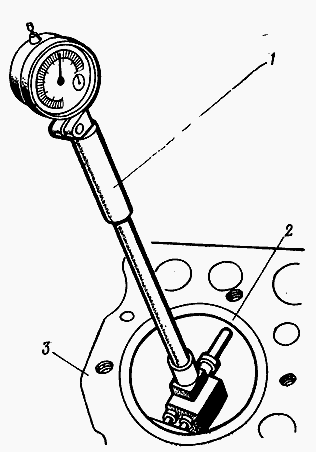
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
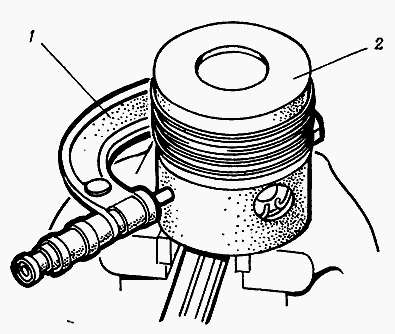
Рис. 2.1.32. Измерение диаметра юбки поршня
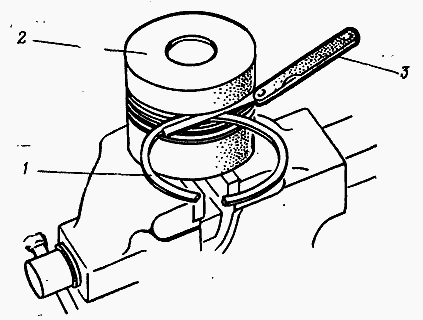
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
— номинальный — 0,18—0,20 — допустимый — 0,26
Зазор в замке поршневых колец, мм:
— номинальный — 0,40—0,80 — допустимый — 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
— для компрессионных колец — 0,08—0,12 — для маслосъемных колец — 0,05—0,09 — допустимый — 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение. Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
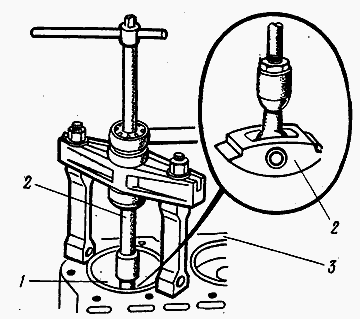
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на приборе КИ-724. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
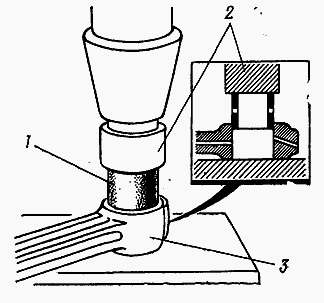
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней части, мм
М — 110,00—110,02 / 109.88—109,90 С — 110,02—110,04 / 109.90—109,92 Б — 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
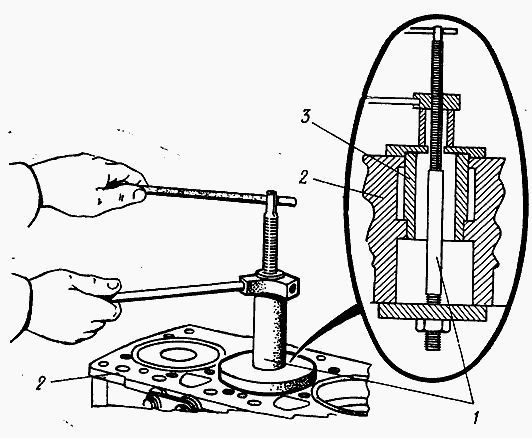
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
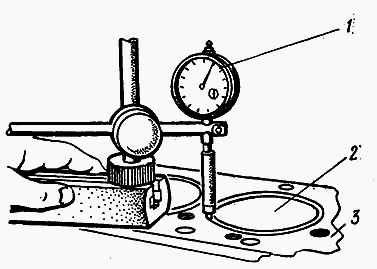
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт гильзы. При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100. При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
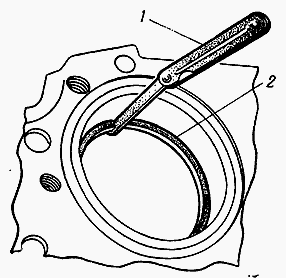
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо
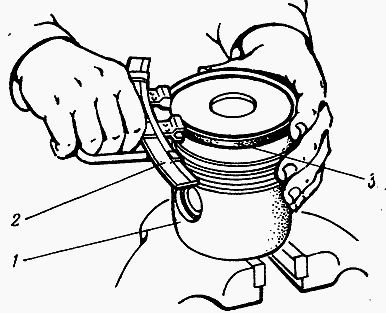
Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
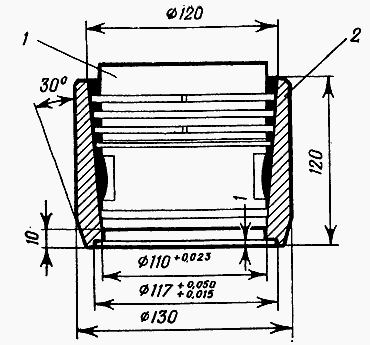
Рис. 2.1.43. Конусная оправка для установки поршня
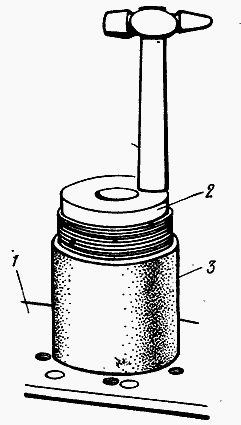
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Момент окончательной затяжки гаек крепления головки цилиндров, Нм — 150—170
Момент затяжки шатунных подшипников, Нм — 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм — 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм. После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
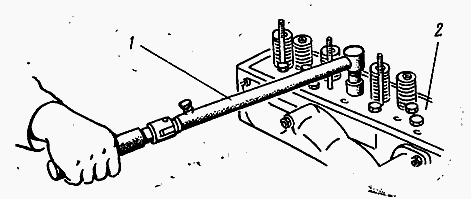
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240


 ваз 2109 признаки неисправности")

")


